叉車電機軸斷裂失效分析
2015-11-02 瀏覽量:4444
1 引言
某型電機是叉車行走電機,出廠前做行走測試時電機軸斷裂。為找出斷裂原因,給改善產品質量提供依據,需做失效分析。圖1為送檢的斷軸; 圖2是與斷軸同批次生產,未使用的新軸,做失效分析對比用。為后面敘述方便,在圖1中標出斷口位置,斷口左邊的部分標為“前段”,斷口右邊的部分用“后段”表示;在圖2中,將斷裂處的R用“根圓”標示,電機軸有3處軸承配合表面,分別用S1~S3標示。
 |
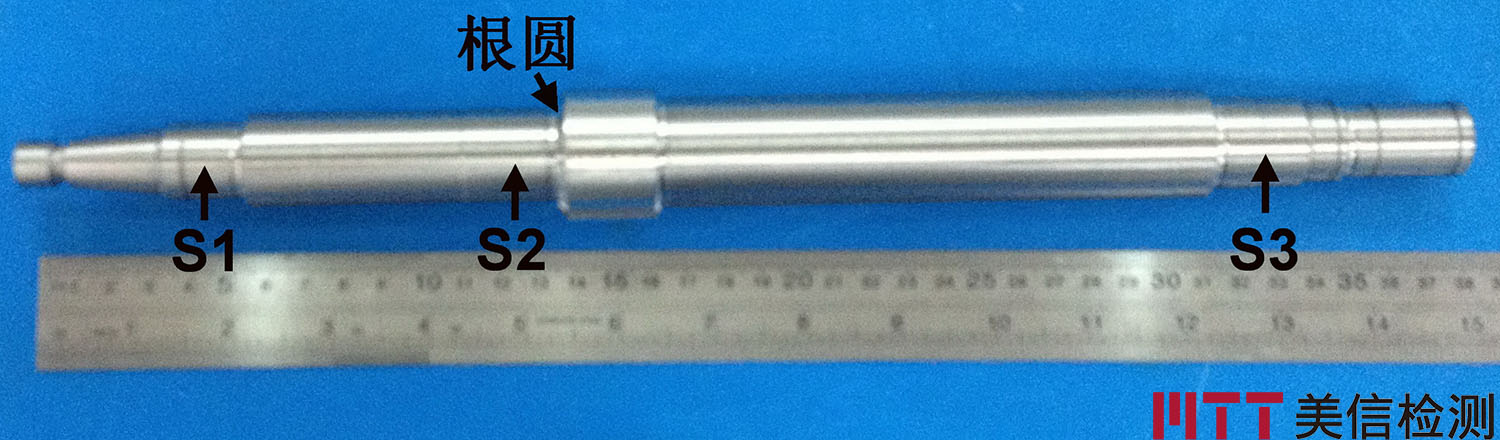 |
| 圖1. 送檢的斷軸 | 圖2. 與斷軸同批生產的新軸 |
2 檢查分析
2.1 外觀檢查
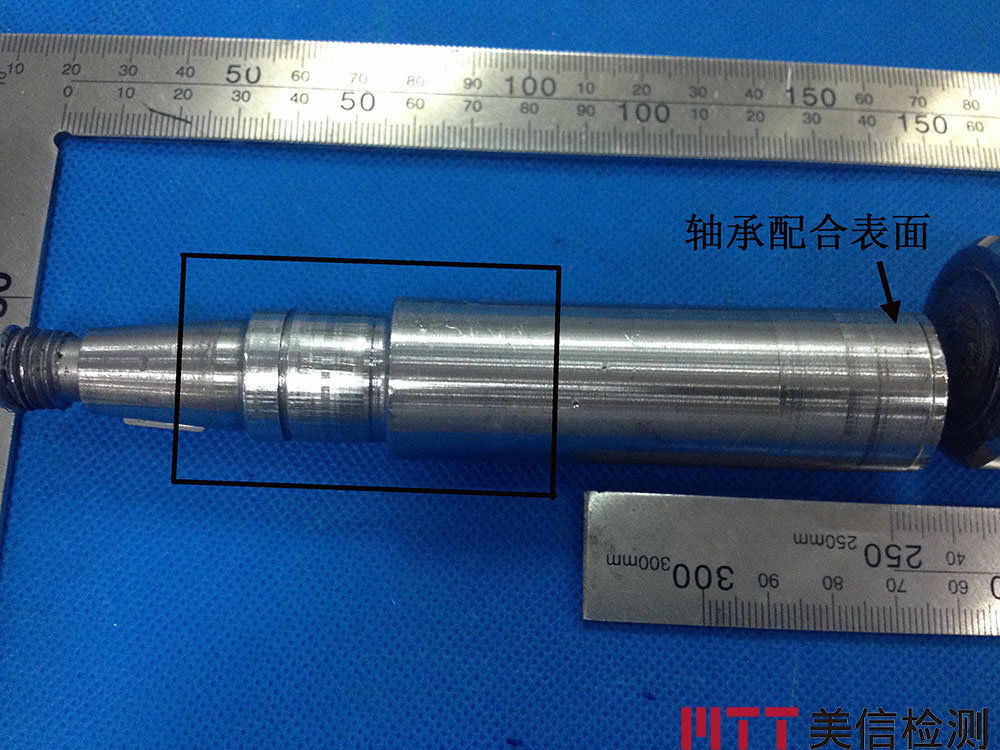
圖3是斷軸的前段,也是電機軸的輸出部分,檢查表面沒有高溫氧化色,也沒有彎曲變形或頸縮現象。圖中四邊形內, S1表面有擦碰痕跡,在右側S2表面沒有擦碰痕跡。S3與S2表面狀態相同,又遠離斷點,不再貼圖。
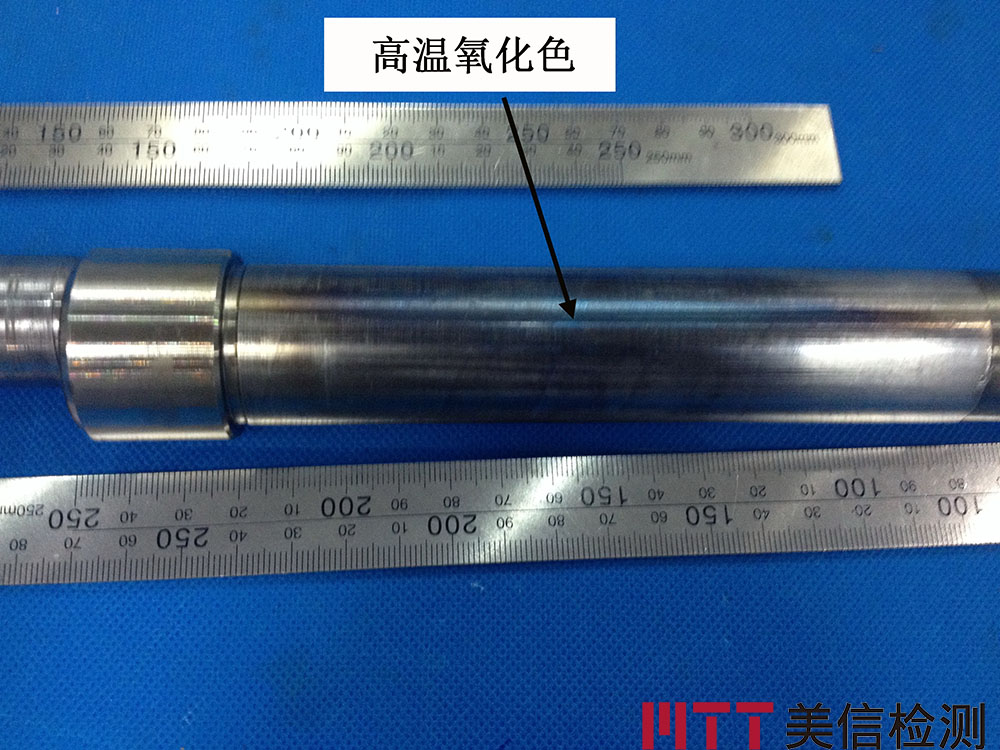
如圖4所示,后段與定子線束對應位置發現藍色高溫氧化色。失效后廠家檢查電機定子線束沒有燒蝕或短路現象,再考慮到電機有超溫保護跳閘功能,因此分析斷軸上的表面氧化色是裝配時形成的,與此次電機軸斷裂無關。
圖5、圖6分別為前段、后段斷口。兩部分斷口吻合度高,斷口平齊,斷面與軸向大致垂直。
 |
 |
| 圖3. 前段外觀檢查 | 圖4. 后段外觀檢查 |
 |
 |
| 圖5. 前段斷口宏觀檢查 | 圖6. 后段斷口宏觀檢查 |
2.2 顯微檢查
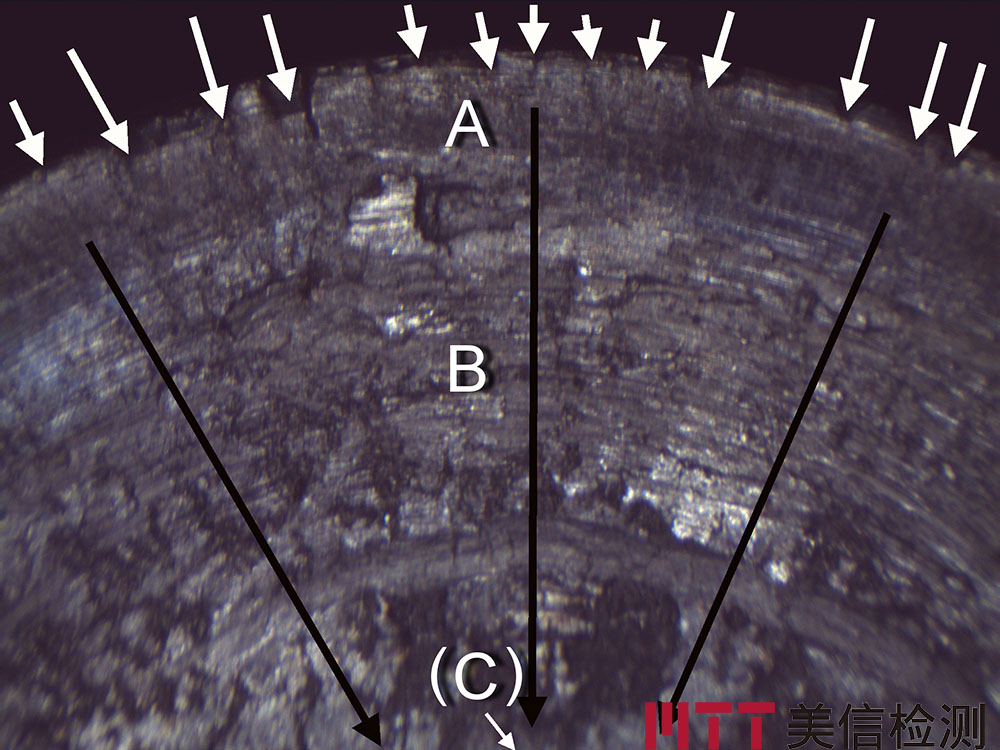
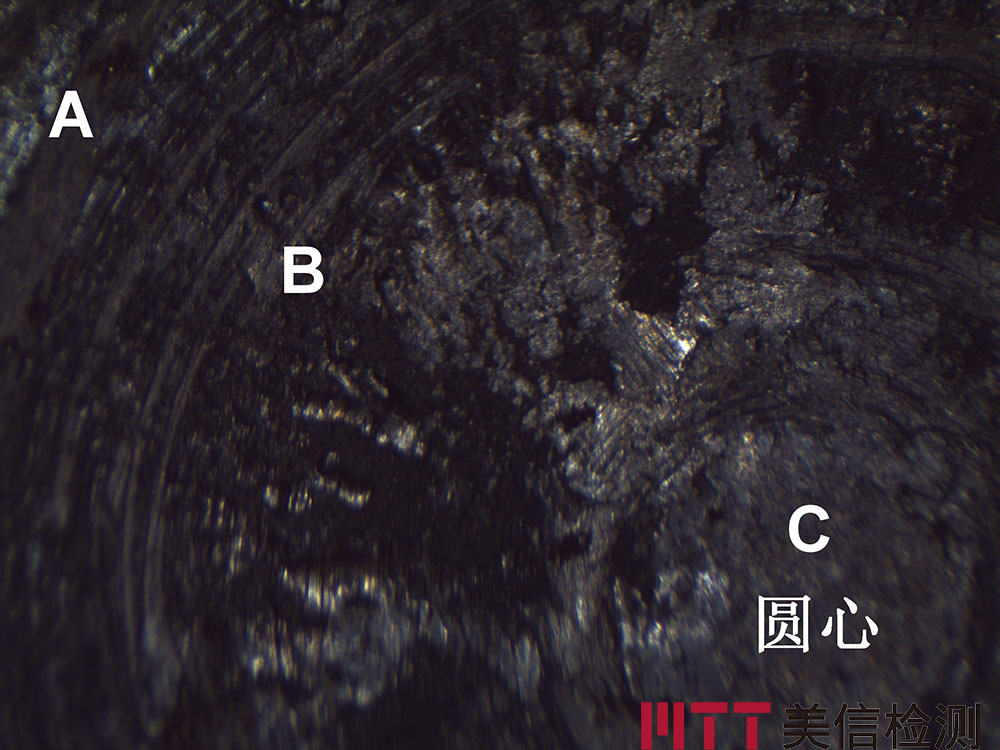
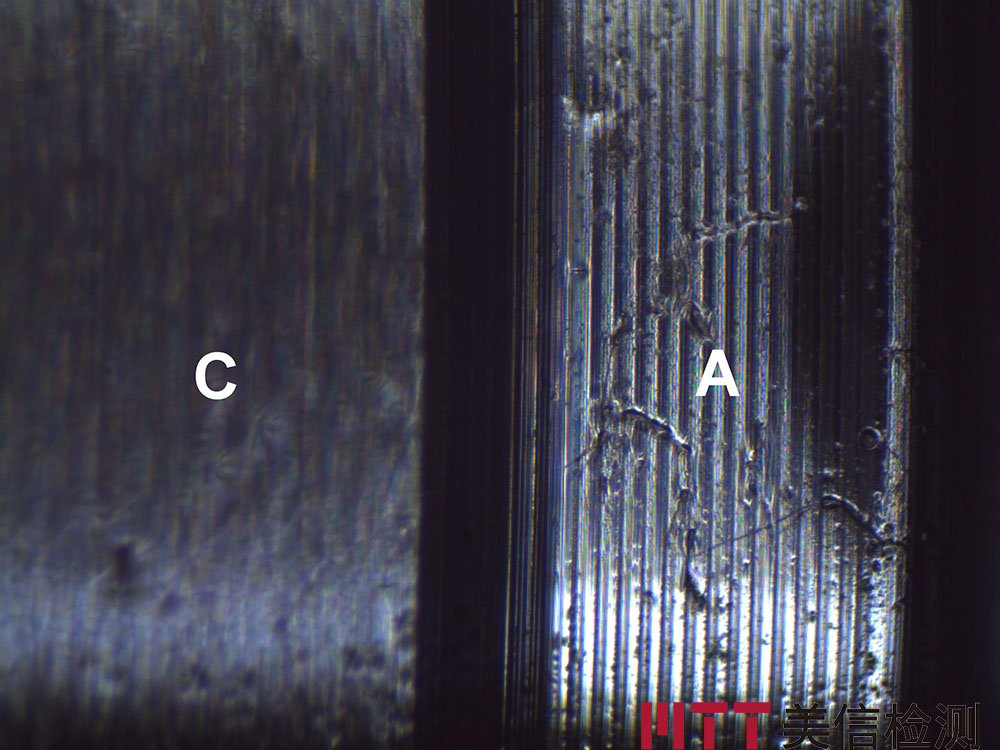
圖7、圖8是斷口形貌圖。斷口圓周邊緣有若干下凹點,產生裂紋(白色箭頭標示處),由表向內擴展,是裂紋源區,用A表示; B區觀察到若干同心圓的周向擴展條紋,是扭轉疲勞的裂紋特征;C區沒有周向裂紋擴展痕跡,是一次性扭斷區。A、B、C區都以圓心中心對稱,裂紋擴展如黑色箭頭所示,沿半徑指向中心。
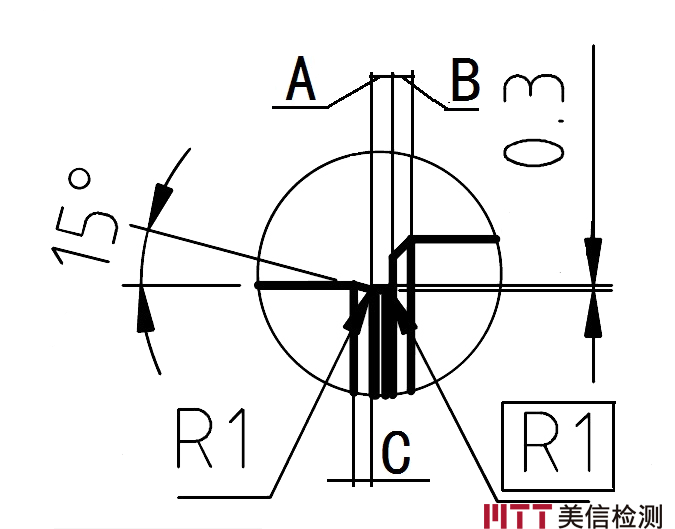
圖9是根圓區域放大圖,其中四方形內的R1就是根圓。根圓相鄰的平面用A標示,平面A左右分別是斜面B和C
 |
 |
| 圖7. 前段斷口檢查 | 圖8. 后段斷口檢查 |
 |
|
| 圖9. 根圓區域圖示 | |
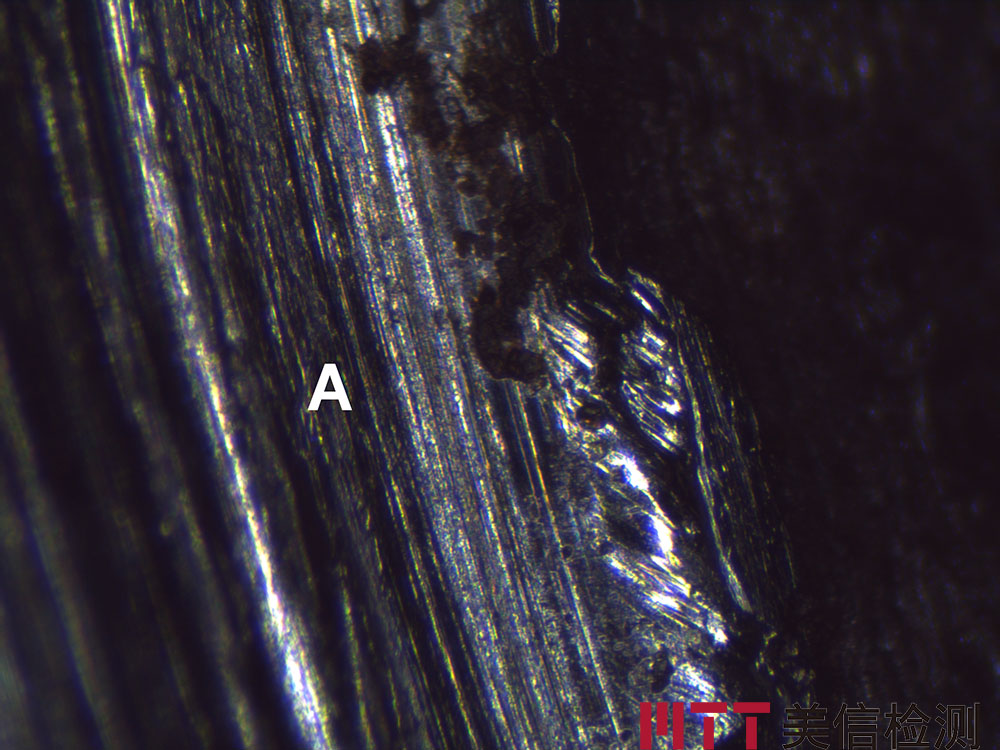
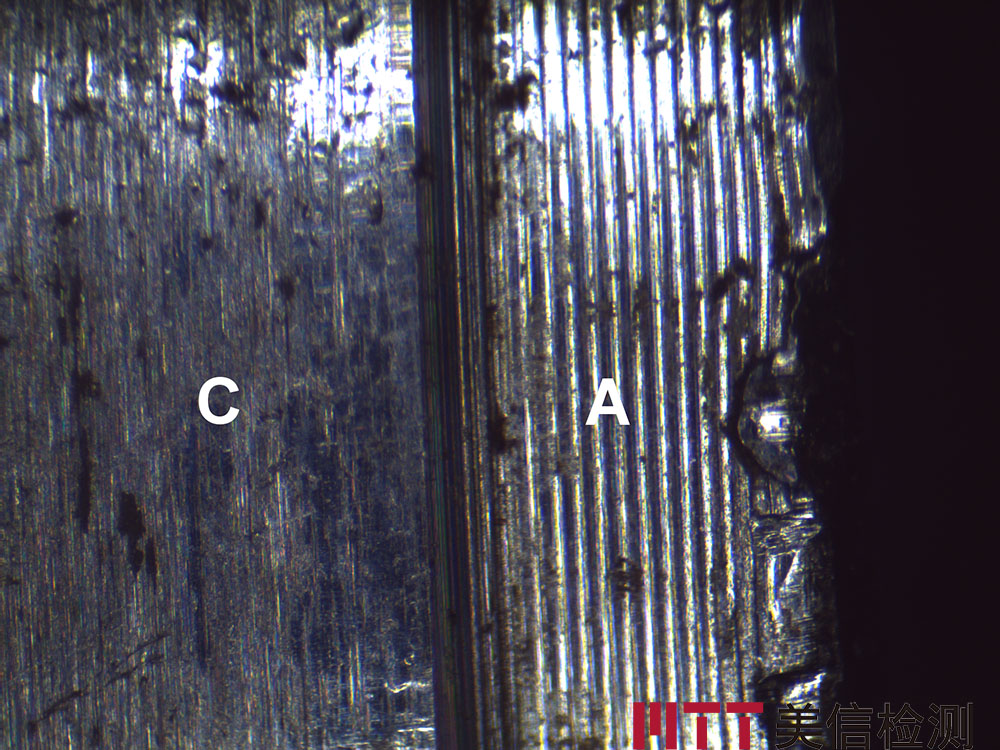
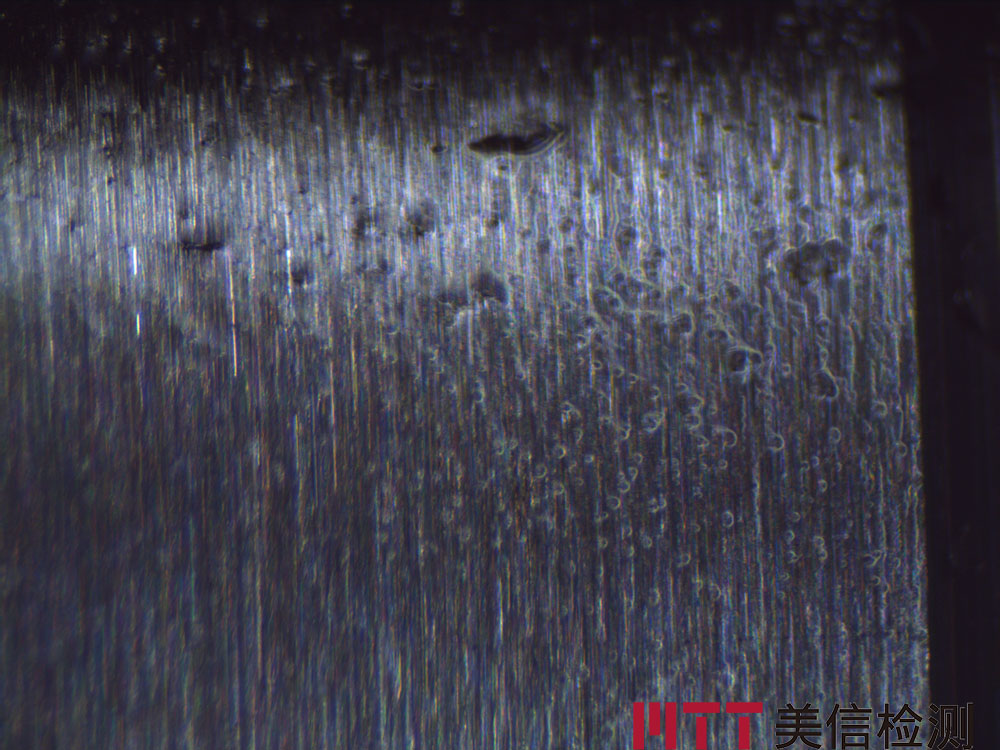
如圖10所示,在根圓與A平面接點附近斷裂。A平面加工紋路粗糙。圖11中A平面的粗糙度明顯差于C平面。
如圖12所示,新品A平面粗糙度差于C平面,也差于圖13中S2軸承接觸表面。
如圖14所示,做徑向切片,測量斷軸根圓半徑R=0.46mm。生產廠家對失效電機軸同批次產品抽檢,根圓半徑R=0.37mm,均低于技術要求的R=1mm。根圓在白色箭頭指示的接點位置,不能與兩邊直線邊相切。R偏小,接點不相切,圓弧與直角邊過渡突兀,應力集中相應增大。根圓附近的A平面加工粗糙,進一步增大接點附近的應力集中。
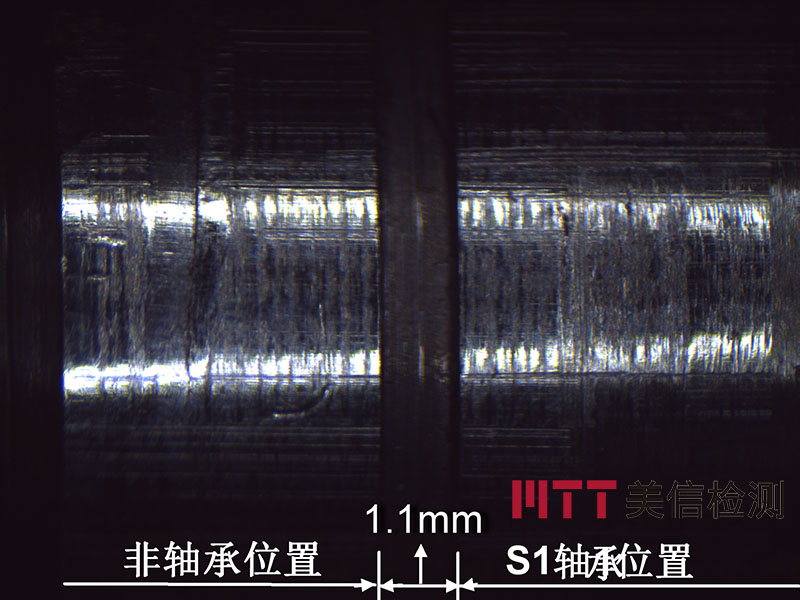
如圖15所示,對斷軸S1及相鄰表面顯微檢查發現,1.1毫米槽左側非軸承接觸表面也出現軸承壓痕和磨痕,據此判斷S1處的軸承與軸表面存在穿動現象。測量斷軸S1處直徑為Φ19.97~20.00mm,小于Φ20.2的技術要求下限值。對比測量新軸S1處直徑為Φ20.31,符合技術要求。因此斷軸在S1部位直徑小于技術要求,是軸承擠壓和磨損造成的。
 |
 |
| 圖10. 根圓斷裂處 | 圖11. 根圓斷裂處平面粗糙比較 |
 |
 |
| 圖12. 新品A、C平面粗糙度比較圖 | 圖13. S2表面粗糙度 |
 |
 |
| 圖14. 根圓半徑測量 | 圖15. 斷軸S1附近檢查 |
2.2 硬度試驗
檢驗斷軸硬度,結果如表1,表面硬度與心部硬度相差不大,該電機軸未做表面熱處理。根據GB/T 1172,斷軸心部硬度對應的抗拉強度為797~808N/mm2。比GB/T 3077中提供的40Cr材料調質后980N/mm2的抗拉強度值低22.5%。
分析認為如果適當提高心部硬度、表面硬度,可以提高軸的強度和疲勞強度。
表1:硬度檢查結果(HV1)
| 檢測部位 | 1 | 2 | 3 | 平均值 | |
|---|---|---|---|---|---|
| 后段斷口附近 | 心部 | 243.8 | 245.4 | 239.4 | 243 |
| 根圓表面 | 245.6 | 249.2 | 240.5 | 245 | |
| 前段斷口附近 | 表面 | 257.8 | 251.8 | 251.4 | 254 |
| 心部 | 242.6 | 237.3 | 239.8 | 240 | |
2.3 金相檢查
如圖16所示,沿直徑方向縱向解剖,低倍檢查剖面發現,表層組織與心部組織差別不懸殊,斷軸未做表面熱處理。
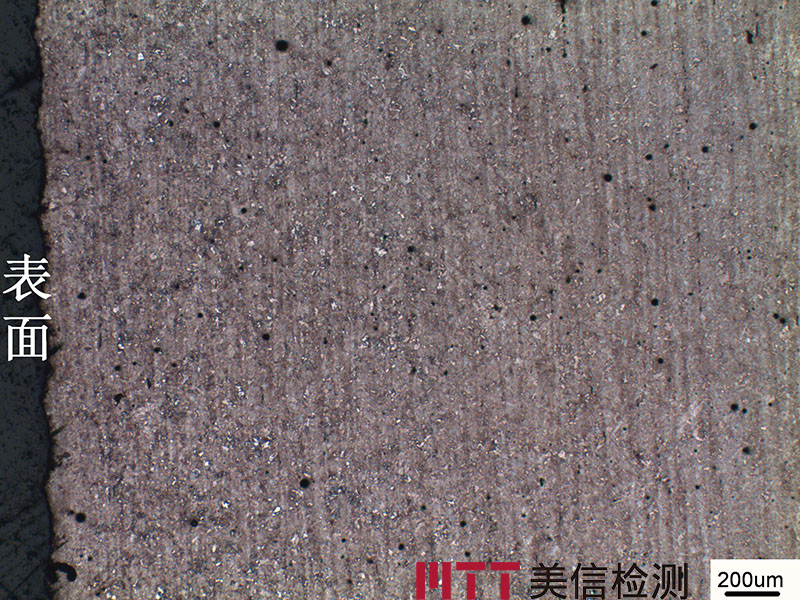
如圖17所示,斷軸有帶狀組織,根據GB/T 13299評定帶狀組織為3級。帶狀組織降低電機軸橫向機械性能和扭轉疲勞強度。
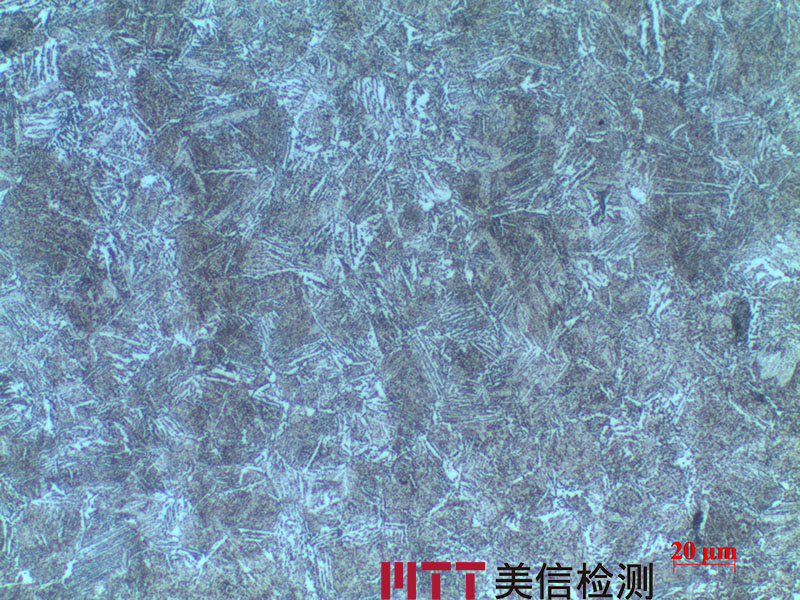
圖18是心部金相組織,為回火S+部分T+條狀及網狀F,根據GB/T 13320評級為5.5級。組織級別評定越高,斷軸材料強度、疲勞強度越低,脆性越大。受帶狀組織的影響,斷軸金相組織具有不均勻性。
圖19是表層金相組織,為回火S+少量F,根據GB/T 13320評級為2.5級。
 |
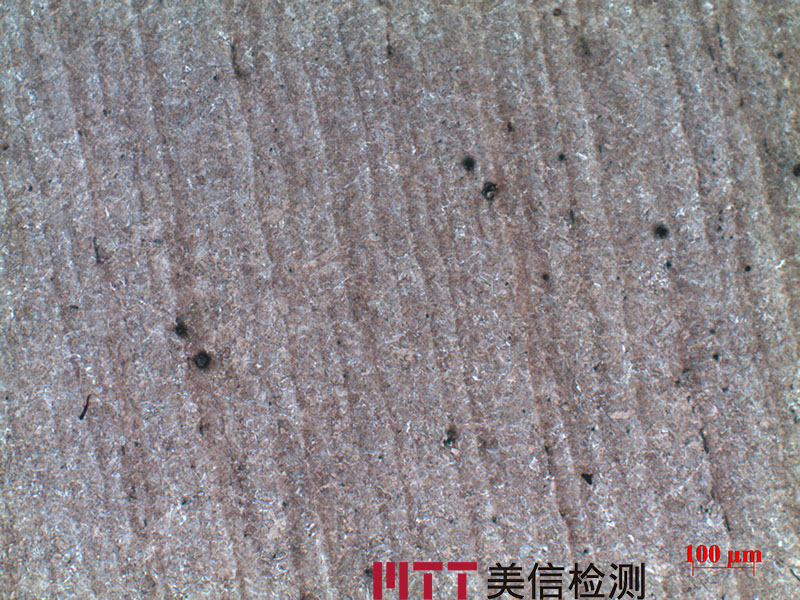 |
| 圖16. 低倍檢查(50X) | 圖17. 帶狀組織檢查(100X) |
 |
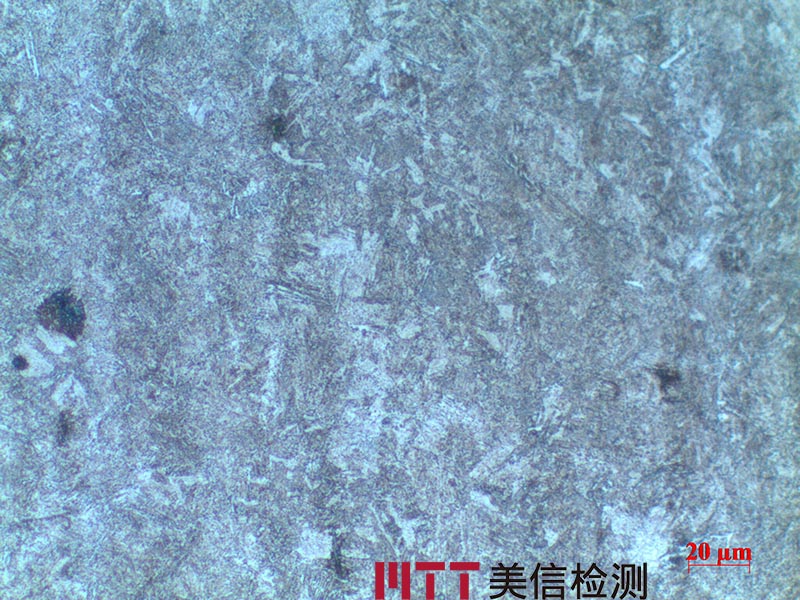 |
| 圖18. 心部組織(500X) | 圖19. 表層組織(500X) |
2.4 SEM分析
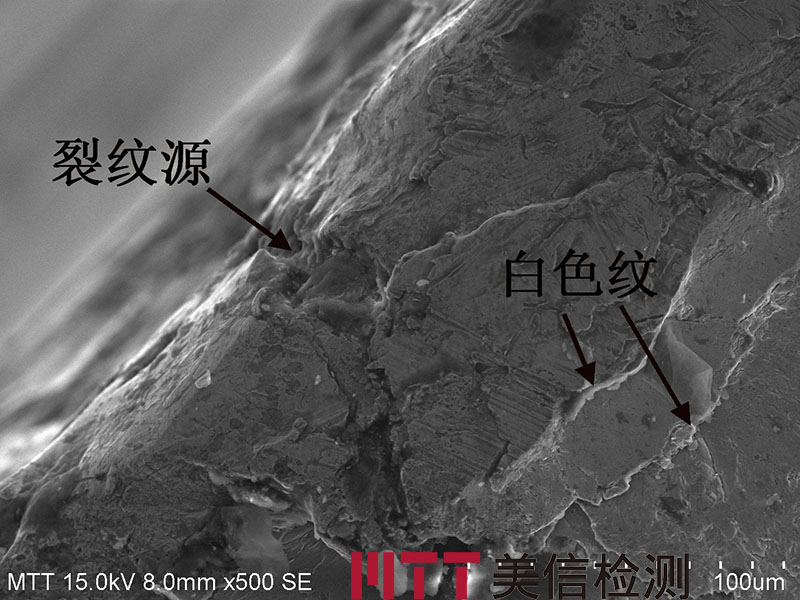
如圖20所示,裂紋起源于邊緣的凹坑,凹坑附近沒有夾雜等材料缺陷。由于凹坑處的缺口效應,應力高度集中,大于材料強度時,引發裂紋,釋放尖端應力。隨后在扭轉力作用下,裂紋沿圓周方向擴展。在圖中右下角觀察到兩條白色紋,是扭轉力作用下產生臺階,A區開始向B區過渡。
圖21是疲勞裂紋擴展區,觀察到疲勞條紋,以及與貝殼方向一致的二次裂紋。裂紋穿過晶界,在晶內擴展,具有穿晶斷裂特征。扭轉疲勞條紋和正斷型斷口上的條紋不同,每個條紋實際上是小的臺階或二次裂紋,有的出現分叉,長條紋之間還有短條紋。從應力狀態分析,在橫向剪切時,裂紋沿圓周擴展的方向與剪切位移的方向平行,屬II型應力。上述的條紋實際上是裂紋尖端在剪切應力反向的過程中產生的剪切臺階、二次裂紋或擦傷痕跡。
SEM分析結果表明,斷口微觀上具有扭轉疲勞斷裂的特征。
 |
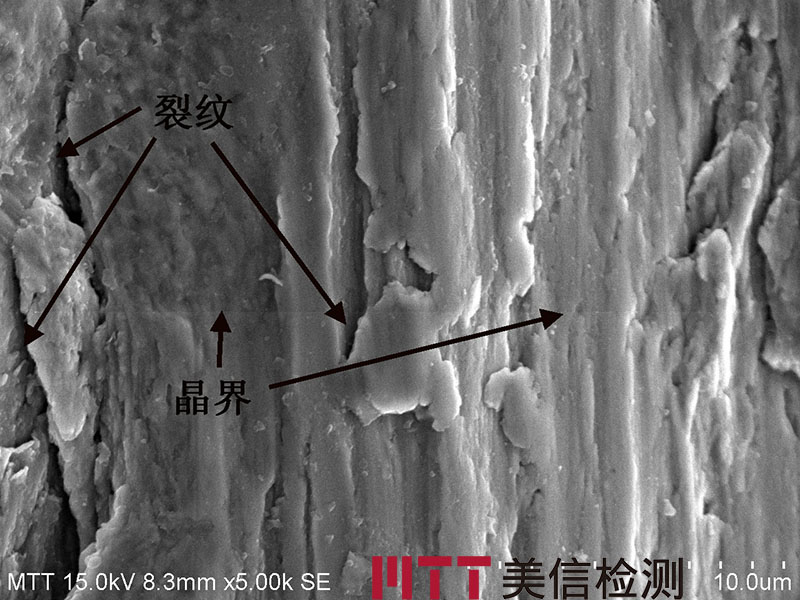 |
| 圖20. 裂紋源 | 圖21. 裂紋擴展區 |
2.5 化學成分分析
采用硫碳分析儀+IPC檢查材料化學成分,分析結果見表2,與GB/T 3077對照,除P元素0.0256略超出高級優質鋼40CrA中P≤0.025最低要求,但在優質鋼40Cr中P≤0.035范圍內,其他所有元素含量都在40CrA正常范圍內。
表2:化學元素分析結果(Wt%)
| 元素 | C | Si | Mn | P | S | Cr | Mo | Cu |
|---|---|---|---|---|---|---|---|---|
| 高級優質鋼技術要求 | 0.37~0.44 | 0.17~0.37 | 0.50~0.80 | ≤0.025 | ≤0.025 | 0.80~1.10 | ≤0.10 | ≤0. 25 |
| 實測結果 | 0.4157 | 0.2714 | 0.6930 | 0.0256 | 0.0108 | 0.9308 | N.D. | 0.0509 |
3 理論分析
如圖22所示,電機軸是豎直放置,正常工作過程中,主要受扭轉力的作用。如果工作過程中,輸出端的軸承有穿動現象,那么軸在軸承配合表面容易磨損或變形。軸材料硬度越低,磨損和變形加劇。軸承配合間隙隨之增大,軸承套與軸S1表面配合松動,振動加速度變大,當齒輪嚙合時,會產生一定間隔的較大沖擊力F。如果以電機軸軸心為圓心,圓心到齒輪嚙合位置為半徑畫圓,那么齒輪嚙合產生的沖擊力主要沿圓周方向,與半徑相切。參考裝配圖,S2軸承承載部分通過螺栓聯接,與大減速齒輪實際成為一個整體。假設S2表面到齒輪嚙合處距離為L,那么沖擊力對軸S2的扭矩M=F*L,F越大,M也越大。
斷裂部位在軸與軸肩過渡處,此位置直徑發生突變。實際根圓半徑太小,圓角與直邊接點不相切,應力集中程度大,容易開裂。材料強度和疲勞強度越低,開裂趨勢越大。

圖22. 電機軸輸出端裝配示意圖
4 結論
電機軸輸出端軸承穿動,導致軸表面扭轉力隨齒輪嚙合節拍增大,在薄弱的軸與軸肩過渡圓角接點處引發電機軸低周扭轉疲勞斷裂。軸表面抗壓、抗磨損能力越低,軸與軸肩過渡圓角越小,圓角附近加工越粗糙,以及軸材料抗疲勞強度越低,軸疲勞壽命也越低。
*****結束*****
作者簡介:
- 聯系我們
深圳美信總部
熱線:400-850-4050
蘇州美信
熱線:400-118-1002
北京美信
熱線:400-850-4050
東莞美信
熱線:400-850-4050
廣州美信
熱線:400-850-4050
柳州美信
熱線:400-850-4050
寧波美信
熱線:400-850-4050
西安美信
熱線:400-850-4050

